1.はじめに
世界人口は2017年現在で74億人に至り、アジア、アフリカなど発展途上国での人口増加が顕著である。こうした増加によって、2050年に98億人、2100年には110億人に達すると予測されている(いずれも、国連経済社会局の『世界人口推計2017年改訂版』による)。また、中国などの食肉需要の高まり(従来の豚肉から、富裕層では牛肉嗜好が増加している)に伴い、飼料穀物の需要増加が必至の状況にある。つまり、人口増加のみならず可処分所得増加という要因も加わり、地域や国によって、食料不足、栄養不足が深刻な問題となってこよう。
さて、世界の人々の基幹食料はそれぞれの地理や気候によって異なるが、3大穀物とされるコムギ、コメ、トウモロコシのなかで、コメはモンスーン・アジアの稠密な人口を支えている。世界の水稲作の7割が中国、インド、インドネシア、バングラデシュ、ベトナム、タイなどの東南アジア諸国で生産されている。2017年のコメ輸出量においては、1位がインドで1180万t、2位がタイで1100万t、3位がベトナムで660万tとなっている。これらの国のなかで、近年まで世界最大のコメ輸出国であり、現在、輸出量2位のタイのポストハーベスト技術に関して概説する。
2.世界のコメの種類と精米方法
その前段として、世界のコメの種類と精米方法に関して概説する。
世界のコメの種類はその形状から、短粒種、中粒種、長粒種の3つに区分される(表1)。短粒種は長さ6.2mm未満(長さと幅の比1.9以下)のジャポニカ種で、主に日本、朝鮮半島、中国東北部などの四季があるモンスーン地帯で栽培される。中粒種は、アメリカ・カリフォルニア州で栽培されている「カルローズ」に代表されるコメで、短粒種と長粒種の中間に位置し、長さが6.2mm以上〜6.6mm未満(長さと幅の比2.0以上〜2.9以下)である。長粒種は長さ6.6mm以上(長さと幅の比3.0以上)のインディカ種で、世界の全生産量の約8割を占めている。
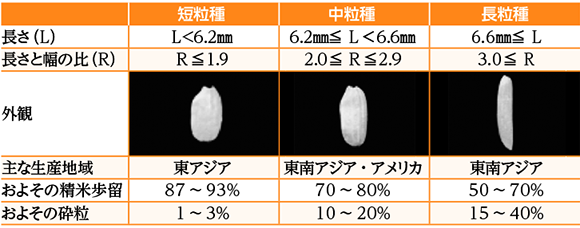
東南アジアの比較的に温暖な地域で栽培されるコメのほとんどが長粒種で、短く丸みを帯びた短粒種と比較して細く縦長な形状なので、調製加工が難しいとされる。長粒種の栽培地域であるインドでは、コメ(籾状態)を水に浸してから熱処理(蒸した後に乾燥させる)を施して胚乳デンプンの糊化を促進し、籾摺り、精米での砕粒発生を抑制するパーボイルドライス(parboiled rice)が普及している。なお、胚乳デンプンの糊化というプロセスにおいては、胚芽や糠層に含有されているビタミンやミネラルが白米部分に移行するので、栄養価も高まることが認められている。
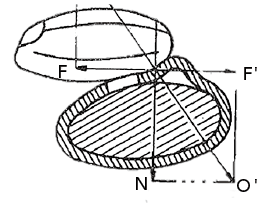
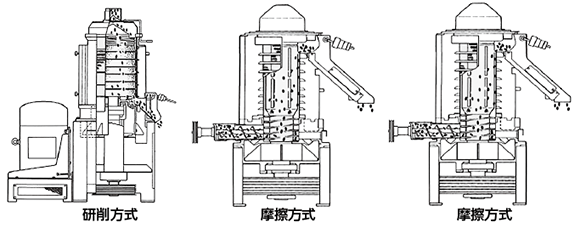
精米は、玄米の外周部を構成している糠層(果皮・種皮、糊粉層)と大部分の胚芽を除去することによって、コメの調理を容易にし、また食味を高め、さらに摂食後の消化吸収を容易にすることが目的である。精米方式は大きく分けて研削、摩擦の2種類がある。研削方式(図1)は、研削ロールにコメ粒が接触することによって、玄米の糠層を極めて微細に削り取る。摩擦方式(図2)は、コメ粒とコメ粒の間の圧力を増加させ、摩擦力と擦離力を生じさせて玄米の糠層を剥ぎ取る。
|
図1 研削精米方式
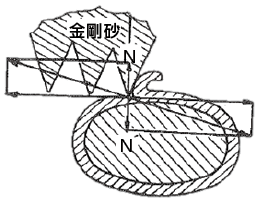 |
図2 摩擦精米方式
 |
実際の精米は、コメの種類に適合するように2つの方式を組み合わせる。短粒種の栽培地域である日本、韓国、中国東北部、台湾、アメリカのカリフォルニア州の一般的精米法は、「研削方式+摩擦方式+摩擦方式」(図3)の組合せが主流である。ただし、日本以外の短粒種栽培地域では、この組合せによる精米後に研米方式でコメ粒の表面に光沢を持たせる工程が付加される。研米方式とは、原理的に摩擦方式の精米と同様であるが、摩擦方式の精米に比べ内部搗精圧を低くし、少量の加水を行いコメ粒の表面に残っている遊離糠を取り除いて光沢を増すと共に、搗精によって上昇した穀温を下げる効果も得られる。
中粒種の栽培地域でもあるカリフォルニア州の一般的な精米方式は、短粒種の場合と同様に「研削方式+摩擦方式+摩擦方式」の組合せである。
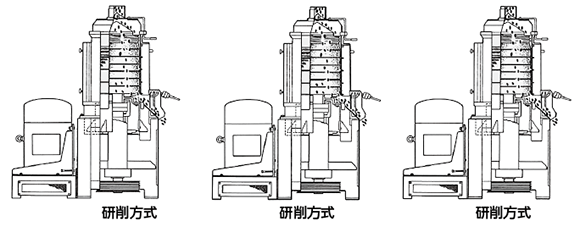
長粒種の栽培地域である東南アジア、中国南部、インドの一般的な精米方式は、「研削方式+研削方式+研削方式」(図4)の組合せである。長粒種はコメの形状が細長く砕け易いので、搗精圧が低い研削方式で精米した後、研米方式の工程を2回通して、コメ粒の表面を仕上げる。
3.タイにおける精米業の現状
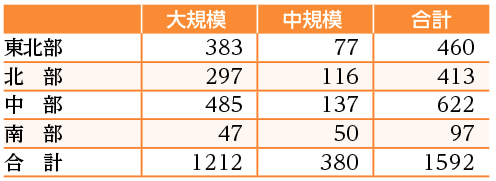
コメ輸出国であるタイは、自由流通を原則にしているため、自給的な小規模精米所から最新鋭の大型精米工場まで多様な精米業者が4万か所以上存在している。そのなかで工場と呼べる機械設備を有する中規模施設(精米能力:日量5t超〜21t以下)が約400か所、大規模施設(同21t超)が約1200か所である(表2)。タイ中央部の稲作地帯には、時間当たり100t超の処理能力を有する大型精米工場も存在する。
輸出向けを中心とする精米工場は、近代的な精米設備を備え、河川の下流に集中的に立地している。産地精米された白米は河川を利用した水運によって、こうした精米工場に集められ、再搗精、最終選別によって均質化されて、はじめて輸出米となる。これらの大型精米工場は、基本的に24時間365日のフル稼働が行われている。当社の佐々木らの調査によると、タイの精米工場は1980年代以降、政府によるコメの輸出促進に伴い、高度な精米技術が蓄積されて、近年ではGMP(Good Manufacturing Practice:適正製造基準)やHACCP(Hazard Analysis and Critical Control Point)、ISO (International Organization for Standardization:国際標準化機構)規格など、国際基準の認証を取得しているものもある。
4.タイにおけるコメのポストハーベスト技術
日本では、収穫された籾は、農家での自家乾燥を除き、一般的に産地側の共同乾燥調製施設(カントリーエレベータやライスセンターなど)で乾燥・籾摺りされて、玄米の状態で低温倉庫にて保管され、出荷も玄米であり、消費地側の精米工場で搗精されている。一方、タイをはじめとした海外の精米工場では、収穫した籾の荷受け、乾燥、貯蔵、籾摺り、精米、精選・包装、白米出荷まで、年間を通して一貫作業として行われている。次に、産地側に立地する、近代的な大型精米工場の各工程を簡単に説明する。
(1)荷受け
精米工場へ運ばれた籾は、水分値を基準として、タイ精米協会が定める標準価格に基づき、精米工場に買い取られる。通常、籾はトラックに積み込まれた状態で農家もしくは集荷業者によって搬入され、トラックスケール(積載のままの車両重量計)で計量される。トラックの荷台からサンプルを採取し、水分測定(写真1)と同時に異物の混入度合なども目視で確認した後、現金で買い取られる。
写真1 テスト籾摺りと水分測定
|
||
 |
 | |
(2)粗精選
荷受けから運び込まれた籾は、まず粗選機(写真2)でゴミ、木屑などの夾雑物が除去される。その後、比重の差異によって選別する比重選別機、風圧を利用して異物を吹き飛ばす風力選別機、磁力を利用した磁力選別機などが用いられている。

(3)乾燥
粗精選工程で夾雑物を取り除かれた籾は、乾燥機(写真3)に投入され目標水分値まで乾燥される。高水分籾は変質し易いので、できるだけ速やかに乾燥させる必要がある。通常、日本では籾水分15%まで乾燥するが、長粒種はさらに低く12〜13%程度まで乾燥させている。乾燥に必要な熱エネルギーは、籾殻を燃焼させ熱風を発生させるバイオマスバーナが主流となっている。目標水分まで乾燥された籾は、籾サイロで保管される。 日本がそうであったように、タイにおいてもコンバイン化が急速に進展し、それに伴い乾燥機の導入も進んでいる。 |
写真3 乾燥機
 |
(4)籾摺り
乾燥籾から籾殻を取り除き、玄米にする工程が籾摺りである。籾摺機は、一般的にロール式が採用されている。ロール式籾摺機(写真4)は、異なる速度で回転する一対のゴムロールの隙間に、籾を滑り込ませ、2つのロールの周速差を利用して籾殻を取り除く。長粒種を籾摺りする場合、籾をいかに薄層で安定的に供給するかにより、砕米の発生率、歩留りが左右される。 |
写真4 ロール式籾摺機
 |
また、24時間連続運転を行う工場では、ゴムロールの摩耗に応じて主軸、副軸のロールを入れ替えるローテーション作業を2日間隔程度で実施しなくてはならない。大型工場では籾摺機が10台以上設置されている工場もあり、この作業を専門とする作業者を雇用している。籾摺工程では、ロール部へ籾を安定供給するための電磁フィーダとシュートの採用、ゴムロールの摩耗に合わせたシュート角度自動調整機能、ゴムロールのローテーション作業を簡略化するためのゴムロールの周速差自動調整機能など、さまざまな工夫や機能が採用されている。
(5)精米
タイで栽培される長粒種の一般的な精米方式は「研削方式+研削方式+研削方式」である。その後、白米テンパリング(調質)タンクにて、精米によって上昇した穀温を常温まで低下させた後、研米機によって少量の加水を行い、コメの表面に残っている遊離糠を取り除き、光沢のあるコメに仕上げる。
(6)砕米選別
砕米選別は、ロータリ・シフタ(写真5)とインデント・シリンダ(長さ選別機)(写真6)を用いて、精米で発生した砕米を大きさごとに選別する工程である。タイでは、砕米のマーケットがあり、砕米の混入率、砕米の大きさにより価格が異なる。
|
写真5 ロータリ・シフタ
 |
写真6 インデント・シリンダ
 |
(7)ブレンド
砕米選別工程で大きさごとに分けられた砕米は、それぞれ計量機で計量され、それぞれの貯留タンクに収納される。客先の要望、商品アイテムまたは輸出規格に合わせて、白米に砕米をブレンドする工程が導入されている。
(8)光選別
|
光選別機(写真7)は、高解像度CCD(Charge Coupled Device:電荷結合素子)モノクロ・カメラと近赤外線によって、原料に含まれる小石、ガラス、着色粒などの異物を認識し、圧縮空気で選別する機械である。白米などの原料は、機械上部に取り付けられた電磁フィーダから均一にシュートに供給される。シュートから自然落下する原料は、一粒ごとに高解像度CCDモノクロ・カメラで認識され、デジタル画像処理によって良品と異なる色と判別された異物は不良品として、エジェクタから噴射される圧縮空気によって除去される。エジェクタは1秒間に1000回以上の噴射が可能で、使用されるカメラには0.14mm〜0.3mm/ピクセルの認識能力がある。 タイでは、1990年代より大型精米工場においては日本製機器の導入が始まり、今や光選別機で異物を除去したコメでないと、市場に受け入れてもらえない状況となっている。 近年では、CCDフルカラー・カメラと近赤外線(NIR:Near-lnfrared)カメラによる高精度光選別機(写真8)も導入され始めている。CCDフルカラー・カメラは光の三原色である赤・緑・青の情報を取り込み、色合いの差が少ない不良品を選別除去できる。また、NIRカメラによって、良品と同色の異物(樹脂・石・ガラスなど)を選別除去できる。 |
写真7 光選別機
 写真8 高精度光選別機
 |
(9)研米
これは、コメを磨き、仕上げる工程である。研米は、湿式精米機によってコメの表面の遊離糠をきれいに除去し、コメの表面に光沢を持たせ商品価値を向上させる。
(10)包装
きれいに磨かれたコメは、最終的に包装機によって袋詰され、出荷されるに至る。
5.おわりに
タイをはじめとする東南アジア諸国におけるコメのポストハーベスト技術は、収穫した籾の荷受け、乾燥、貯蔵、籾摺り、精米、出荷まで同一工場で一貫作業として行われ、籾殻や糠などの副産物が年間を通じて発生する。籾殻は乾燥機の熱エネルギーとして利用され、糠はコメ油の原料として利用されている。
日本の場合、産地側の共同乾燥調製施設で籾の荷受け、乾燥、貯蔵、籾摺り、玄米出荷までを行い、玄米は消費地側にある精米工場で精米・無洗米加工され、市場へ出荷されている。日本の共同乾燥調製施設からの籾殻は、シーズン中にしか発生しないため、バイオマス・エネルギーとしての有効利用が困難な状況にある。コメ流通の世界標準は、白米流通であり、共同乾燥調製施設と精米工場が一体化している。日本においても、このような流通形態を導入するならば、加工コスト、流通コストの低減が可能になるであろう。